
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Избягвайте клопки! Погрешни схващания относно дебелината на стената при проектирането на ротационни продукти за формоване
2024-07-24
Обикновено вярваме, че ротационните продукти за формоване могат да отговарят на техните дизайнерски изисквания, като увеличат дебелината на стената на продукта, когато са под налягане. Но след нашето изследване установихме, че това не е така. Елате и вижте какво става!
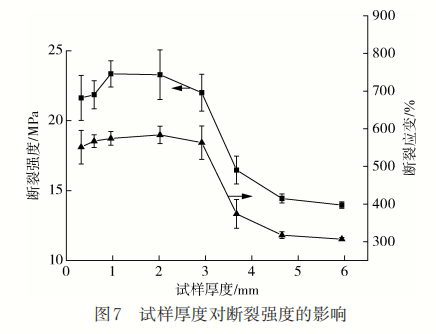
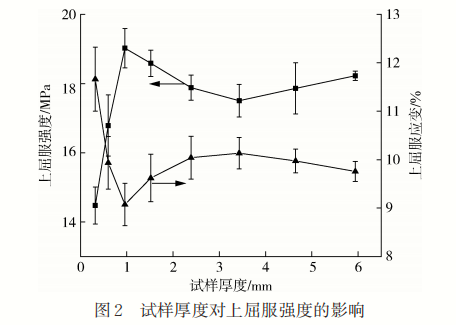
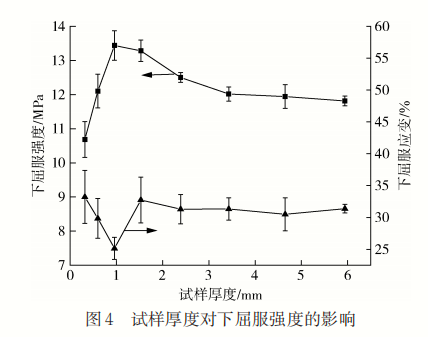
След тестване и изучаване на якостта на добив на опън, якостта на счупване и модула на опън на проби с различна дебелина, установихме, че с увеличаване на дебелината на материала, съответната якост на добив, якост на счупване и модул на опън често проявяват явление от първото увеличаване и след това намаляване, само с различна степен на увеличаване и намаляване.

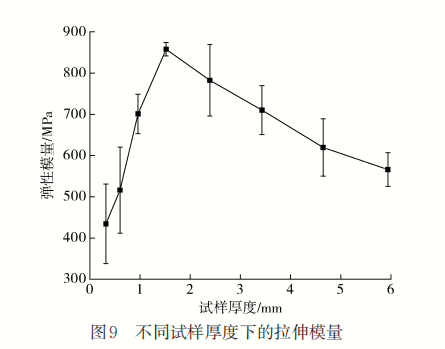
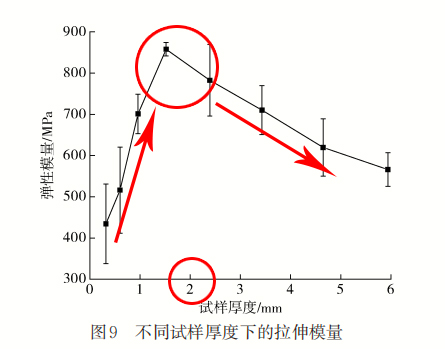
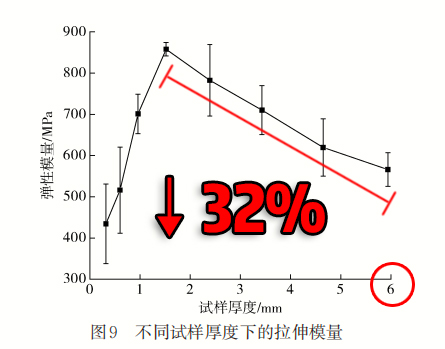
Като пример за тестовите резултати на модула на опън, максималният допирателен модул при щам ≤ 10% първо ще се увеличи с увеличаването на дебелината на пробата. Когато дебелината на пробата се увеличи до 2 мм, модулът на опън достига най -високата си точка и след това намалява, докато дебелината на пробата продължава да се увеличава. Когато дебелината се увеличи до 6 мм, модулът на опън всъщност намалява с около 32% спрямо най -високата точка. Такава огромна разлика носи значителни скрити опасности за проектирането на пластмасови продукти.


